
Method for Improving the Quality of the Product Obtained by Abrasive Treatment with Impregnated Tools
Volume 5, Issue 6, Page No 398-402, 2020
Author’s Name: Viktor Butenko1, Liana Gusakova1, Dmitry Durov2, Boris Safoklov2,a), Oleg Dolgov2
View Affiliations
1Department Design of Special Aviation Complexes, Moscow Aviation Institute (National Research University), Moscow, 125993, Russia
2Department Technological Design and Quality Management, Moscow Aviation Institute (National Research University), Moscow, 125993, Russia
a)Author to whom correspondence should be addressed. E-mail: safoklovbb@mai.ru
Adv. Sci. Technol. Eng. Syst. J. 5(6), 398-402 (2020); ![]() DOI: 10.25046/aj050647
DOI: 10.25046/aj050647
Keywords: Abrasive Tools, Impregnation, Chromium Diiodide, Surfactants

Export Citations
The article describes a way to increase the efficiency of an abrasive tool by its impregnation in an aqueous solution of chromium diiodide. The device scheme for impregnating the instrument is proposed. Research results of durability of tools impregnated with chromium diiodide and structural condition of material of a surface layer of details after processing are resulted. Within of the researches presented in the article the grinding processing a shafts made from various iron-carbon steels with prepared abrasive tools was conducted. As a result of the machining the scattering fields of the batch sizes of the parts within the grinding wheel resistance were determined. This data for processing with standard grinding wheels and impregnated by chromium diiodide were done. Using data from controlled grinding of workpieces, approximate values of the KΔ coefficient were determined depending on the diameter of the workpiece surface, the required size accuracy of part and the method application of the surfactants. It is shown that regardless of the material being processed, the use of a grinding wheel impregnated with chromium diiodide leads to a reduction in the specific value of the accumulated deformation energy Espec. Taking into account these results it is possible to predict up to twofold reduction of the cost of machining with the abrasive tool of grinding parts, which will reduce the cost of their manufacture by 20-25%. The developed process of impregnating grinding wheels with chromium diiodide can be used without large economic costs in many machine-building company also during repair works.
Received: 28 July 2020, Accepted: 31 October 2020, Published Online: 20 November 2020
1. Introduction
The problem of increase of efficiency of abrasive processing of surfaces of machine parts remains actual in machine-building manufacture and one of the perspective directions of its decision is impregnation (saturation) of abrasive tools with surfactants.
There are known methods [1] of abrasive instruments [2] impregnation [3,4] with paraffin, ozokerite, phenolformaldehyde resin, sulfur, rosin, cerezin, stearin, potassium ethylxantogenate, sodium silicate solution, aromatic chlorine-containing compounds and other substances [5], compositions of several elements including fillers [6] (graphite, molybdenum disulfide, fluoroplastics, micropowders, etc.). Shortcomings of these compounds are reflected in the limited applicability and the need to select an impregnating compound depending on the material and tool, in some cases, the toxicity to humans and the use of impregnating compounds solely on a water-based, corrosive activity and insufficient retention of chemicals in the pores of the grinding wheel, reducing its hardness, etc, possible increase in quality control points and increase in the prime cost of the final product.
When grinding with impregnated wheels, there are fast processes of destruction and restoration of solid lubricating films in the contact zone between the grinding tool and the workpiece due to high speeds of molecules movement at high temperatures and pressures. The substances located in the pores of the wheel can pass into different aggregate state, and the impregnation efficiency depends on the products of its decomposition, their penetration ability and the activity of interaction with the processed material [7].
High reactivity at interaction with metals, especially with high adhesion to abrasive material, halogens [8] and among a large number of types of surfactants, as well as methods of their application in the blasting of surfaces of machine parts the most effective is the method of impregnation of grinding wheels in an aqueous solution of chromium diiodide [9, 10], molecular formula CrI2 [11], we have considered all the various ways to improve the efficiency of an abrasive tool, and developed a new effective method for impregnating grinding wheels.
2. Materials and Methods
To increase the efficiency of the abrasive tool there was developed an effective method of impregnating grinding wheels in the aqueous solution of chromium diiodide [11], the main essence of which is that the abrasive tool on a ceramic bond is placed in a container with aqueous solution of chromium diiodide (20-25 g per liter of water) and within one minute it is informed about the vertical oscillating motion with a certain frequency ν, which provides its complete immersion in the aqueous solution and complete removal from it [12,13]. After impregnation, the impregnated instrument is subjected to convective drying when rotating at a speed of (0.3-0.5) s-1 for 1.5-2 hours at a temperature of (40-50) оC.
Vertical vibrating movements of the impregnated grinding wheel with a given frequency v and amplitude А were carried out using a special installation, shown in Fig. 1 and containing an electric motor 1, gearbox 2, cam 3, pusher 4, rocker arm 5, mobile support 6, rod 7, to which the impregnated abrasive tool 8 is attached, and a container with an aqueous solution of chromium diiodide 9.
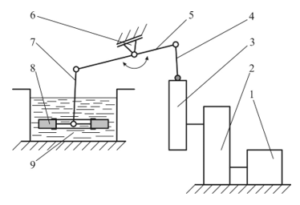
Figure 1: Plant diagram for impregnating grinding wheels
Research of efficiency of application of grinding wheels impregnated with chromium diiodide was carried out by processing of samples from steel 12CrNi3A (Table.1) with diameter 30 mm and length 200 mm after finishing turning (surface roughness before grinding Ra = 8.0-12.5 µm). Grinding of samples was carried out on a circular grinding machine mod. 3U12VF11 PP 400×50×203 14AF60K7V GOST R 5281-2007 with cutting speed Vgw = 35 m/s, sample rotation speed Vm = 0.314 m/s, longitudinal feed Slon = 0.02 m/s, cutting feed Scut = 0.01 mm / double stroke, the number of double strokes m = 3. The 5% aqueous solution of emulsion Ukrinol-14 was used as a cooling lubricant [14,15]. The change of firmness of grinding wheels T after their dressing was determined.
Table 1: Steel Type 12CrNi3A, chrome-nickel structural alloy steel products GOST 4543-2016.
| C, % | Si, % | Mn, % | P, % | S, % | Cr, % | Ni, % |
| 0.09-0.16 | 0.17-0.37 | 0.3-0.6 | ≤0.025 | ≤0.025 | 0.6-0.9 | 2.75-3.15 |
With the use of scanning electron microscope “Quanta-200” were carried out spectral studies of the state of the surface layer of samples made of steel 12CrNi3A, subjected to grinding by impregnated chromium diiodide abrasive tool.
In [12,16,17,18] we have shown that the most important characteristic of the operational properties of the surface layer material of processed parts is its energy state, which can be estimated by the specific value of the accumulated energy of deformation Espec. For experimental determination of the value of Espec a special unit was developed, the description of which is given in [17, 19]. One of the most important indicators of the effectiveness of the use of grinding wheels is to ensure the necessary dimensional accuracy of the workpieces during the entire period of tool life. In this regard, a controlled treatment was carried out by grinding shafts of various iron-carbon alloys.
Dispersion fields for batch sizes of parts within the grinding wheel resistance were determined. A large number of shafts with diameters from 20 mm to 40 mm and tolerances of IT6-8 were subjected to controlled machining over a long period of time. Based on the obtained results of controlled machining, the scattering fields of diameters of the parts processed without the use of surfactants ω1 and with the use of various methods of feeding the impregnative agent – chromium diiodide into the machining zone (impregnation, additive to lubricant-and-cooling technological agent, introduction into the abrasive mass) ω2 were determined. The scattering fields were determined after processing each batch of 10 pieces. The scattering fields were compared when the first batch was processed and the last batch was processed.
3. Results
3.1. The effectiveness of the use of chromium diiodide
The results of research into the effectiveness of the use of chromium diiodide impregnated grinding wheels are presented in the form of histograms in Fig. 2, from the analysis of which it follows that the resistance of chromium diiodide impregnated grinding wheels in the process of dressing decreases: first significantly, then on average by 3-5% after each dressing, and then starts to grow again. This is apparently due to the continuous washing out by the lubricating and cooling fluid of the impregnator chromium diiodide from the intergranular space of the grinding wheel.
3.2. The analysis of spectrograms
The analysis of spectrograms of electronic microscope “Quanta-200” of surfaces of details from a steel 12CrNi3A in an initial condition and after grinding by impregnated chrome diiodide [17] speaks that in the course of grinding active iodine interacts with juvenile surfaces of details, forming on them the iron iodides having layered structure and possessing low coefficient of a friction [9, 20].
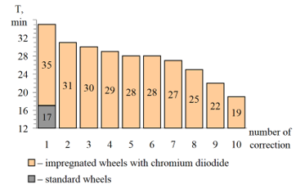
Figure 2: Histograms of changes in resistance of impregnated grinding wheels as they are corrected
3.3. Results of change of scattering fields.
Results of changing scattering fields of sizesits details ω1 and ω2 for the period of tool firmness at an admissible range of change of sizes of processed details in the generalized form are presented in fig. 3, which allows to trace the pattern of their change.
It was found that in all cases , which seems to be associated with a decrease in the number of cutting grains and an increase in smoothing and pressing [21]. This is demonstrated by decreasing in the roughness parameter of the treated surfaces of parts (Fig. 4) and an increasing in the value of technological residual tensile stresses in the material of the surface layer (Fig. 5) with simultaneous reduction in metal removal.
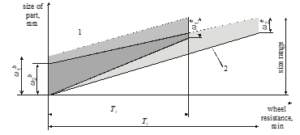
Figure 3: Diagrams of scattering fields for batch sizes of parts within the wheel resistance, processed with standard (1) and impregnated (2) tools.
Analysis of the data shown in Fig. 3, indicates that ˃ and ˃ . If we take and , then Δω1 ≥ Δω2.
Using the coefficient KΔ = Δω1 / Δω2 ≥ 1, then by its value it will be possible to decide on the degree of influence of the adopted type and method of surfactant application on the accuracy of the obtained dimensions of the processed part. Using the data of controlled machining by grinding of workpieces, approximate values of coefficient KΔ depending on diameter of processed surface, required qualification of size accuracy and application method of impregnator (in this case, chromium diiodide) were determined, which are given in Table 2. These KΔ values can be used during the selection a surfactant application method.
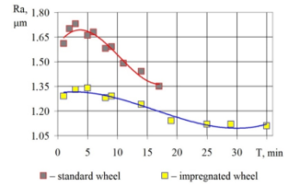
Figure 4: Changing the roughness parameter of the machined surface of the part for the period of the grinding wheel resistance Т when using standard and impregnated tools (steel 12CrNi3A)

Figure 5: Variation of the value of technological residual stresses in the material of the surface layer of the machines parts for the period of grinding wheel resistance T during the use of standard and impregnated tools (steel 12CrNi3A)
Table 2: Values of coefficient KΔ by processing parts from iron-carbon alloys with yield point 250-400 MPa
| Workpiece diameter, mm | Accuracy qualification | How to use the surfactant | Coefficient KΔ |
| 20-30 | 6 | Impregnation | 1.4 |
| Additive to cooling lubricant | 1.6 | ||
| Introduction to abrasive mass | 1.5 | ||
| 7 | Impregnation | 1.6 | |
| Additive to cooling lubricant | 1.7 | ||
| An injection into the abrasive mass | 1.8 | ||
| 8 | Impregnation | 1.9 | |
| Additive to cooling lubricant | 1.7 | ||
| An injection into the abrasive mass | 2.0 | ||
| 31-40 | 6 | Impregnation | 1.5 |
| Additive to cooling lubricant | 1.7 | ||
| An injection into the abrasive mass | 1.6 | ||
| 7 | Impregnation | 1.8 | |
| Additive to cooling lubricant | 1.7 | ||
| An injection into the abrasive mass | 1.8 | ||
| 8 | Impregnation | 2.0 | |
| Additive to cooling lubricant | 1.7 | ||
| An injection into the abrasive mass | 2.1 |
To determine the degree of influence of grinding wheel characteristics, its condition and composition of the used cooling lubricant on the specific accumulated energy of deformation Espec, a significant amount of experimental studies on samples from various iron-carbon alloys, subjected to grinding on the regimes recommended in the reference [22], the results of which are reflected in Table 3. From their analysis it follows that the energy state of the material of the surface layer of the workpiece being grinded depends to a great extent on the state of the abrasive tool used and the composition of the cooling lubricant. Regardless of the material to be treated, using of a grinding wheel impregnated with chromium diiodide leads to a reduction in the specific value of the accumulated deformation energy of Espec. At the same time, the injection of 20 grams per liter of chromium diiodide into the composition of the cooling lubricant also leads to a decrease in the value of Espec.
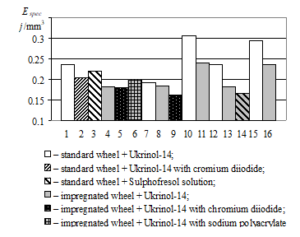
Figure 6: Espec histogram of changes from the state of the grinding wheel and the composition of the used lubricating and cooling process agent
For clarity on the figure 6 is shown a histogram of Espec value changes from the state of the wheel and the composition of the used the cooling lubricant when grinding samples from steel 50 (1-6), steel 12CrNi3A (7-9), alloy 45Cr25Ni20Si2 (10, 11) [23] with a wheel of 14AF60K7V and steel 50 (12-14) and alloy 45Cr25Ni20Si2 (15, 16) when grinding with a wheel of 54AF60 M7V. The histogram shows that the minimum values of Espec can be achieved with the simultaneous use of chromium diiodide impregnated grinding wheel and the cooling lubricant, which consists of 5% aqueous solution of emulsion “Ukrinol-14” with the addition of 20 g/l of chromium diiodide. Apparently in this case, chromium diiodide, which is a part of lubricating and cooling technology, not only reduces the coefficient of friction in the area of contact of the abrasive grain with the processed material, but also contributes to the permanent restoration of chromium diiodide in the impregnated wheel [24-31].
Table 3: Depending of Espec values on the material to be treated, grinding wheel characteristics and the composition of the lubricant and coolant used.
|
# Ex. |
Processed material | Grinding wheel characteristic | Grinding wheel condition | Composition of the lubricant and coolant used |
Espec, j / mm3 |
| 1 | Steel 50 | 14AF60K7V | standard | 5-% emulsion aqueous solution Ukrinol-14 | 0.236 |
| 2 | 5-% emulsion aqueous solution Ukrinol-14 + 20 g/l chromium diiodide | 0.203 | |||
| 3 | 5-% sulphofresol solution | 0.219 | |||
| 4 | impregnated | 5-% emulsion aqueous solution Ukrinol-14 | 0.181 | ||
| 5 | 5-% emulsion aqueous solution Ukrinol-14 + 20 g/l chromium diiodide | 0.179 | |||
| 6 | 5-% emulsion aqueous solution Ukrinol-14 + 20 g/l sodium polyacrylate | 0.198 | |||
| 7 | Steel 12CrNi3A | standard | 5-% emulsion aqueous solution Ukrinol-14 | 0.192 | |
| 8 | impregnated | 5-% emulsion aqueous solution Ukrinol-14 | 0.184 | ||
| 9 | 5-% emulsion aqueous solution Ukrinol-14 + 20 g/l chromium diiodide | 0.162 | |||
| 10 | Steel 45Cr25Ni20Si2 | standard | 5-% emulsion aqueous solution Ukrinol-14 | 0.306 | |
| 11 | impregnated | 0.240 | |||
| 12 | Steel 50 | 54AF60M7V | standard | 0.235 | |
| 13 | impregnated | 0.181 | |||
| 14 | 5-% sulphofresol solution | 0.166 | |||
| 15 | Steel 45Cr25Ni20Si2 | standard | 5-% emulsion aqueous solution Ukrinol-14 | 0.293 | |
| 16 | impregnated | 0.235 | |||
| 17 | Steel 50 | 64AF70P10V | standard | 0.230 | |
| 18 | impregnated | 0.177 | |||
| 19 | 5-% sulphofresol solution | 0.172 | |||
| 20 | Steel 45Cr25Ni20Si2 | standard | 5-% emulsion aqueous solution Ukrinol-14 | 0.298 | |
| 21 | impregnated | 0.234 |
4. Conclusions
- The energy state of the material of the surface layer of the grinded part depends largely on the condition of the abrasive tool used and the composition of the lubricant coolant. Regardless of the material to be treated, the use of a grinding wheel impregnated with chromium diiodide leads to a reduction in the specific value of the accumulated deformation energy of Espec. The injection of 20 grams per liter of chromium diiodide into the lubricating and cooling process also leads to a decrease in the value of Espec.
- Thus, the processing of parts with impregnated chromium diiodide wheels allows to increase up to two times the resistance of used abrasive tools, it is quite natural to increase the size accuracy of the processed parts, to improve the quality of the surface layer and to create on the processed surfaces of parts – rotational bodies, such as rollers, axles, fingers, etc., structures with a low coefficient of friction within 0.08-0.12 depending on the operating conditions, which is very important for the parts of tribosystems.
- Taking into account these results it is possible to predict up to twofold natural reduction of the cost of machining with the abrasive tool of grinding parts, which will reduce the cost of their manufacture to 20-25%. The developed process of impregnating grinding wheels with chromium diiodide can be used in any machine-building production, including repair, without large economic costs.
Nomenclature
Espec – specific latent energy of deformation j/mm3;
KΔ – coefficient KΔ = Δω1 / Δω2;
Ra – arithmetic mean deviation of the profile (µM);
Vgw – cutting speed, m/s;
Vm – rotation speed, m/s;
Slon – longitudinal feed, m/s;
Scut – cutting feed, mm / double stroke;
Ukrinol-14 – Cooling and lubricating fluids (oil);
ω1 – the scattering fields of diameters of the parts processed without the use of surfactants;
ω2 – the scattering fields of diameters of the parts processed with the use of the impregnation.
14AF60K7V GOST R 5281-2007 – Grinding wheel Russian standard is adopted from the European, code example:
14AF60K7V (type of abrasive, 14A – normal electro corundum);
14AF60K7V (F – standard FEP (Federation of European Producers of abrasives) and ISO 8486, F60 average grain size is 0.26 mm);
14AF60K7V (Hardness, K – medium soft);
14AF60K7V (7 – structure number indicates how much of the grinding wheel volume is occupied by abrasive grains, 7 – 48…50%);
14AF60K7V (type of bundle, V – a ceramic bundle).
- Y. Rudometov,. “Application of the abrasive instruments impregnated with impregnator suspensions,” (in Russian) STIN, 11, 34-37, 2012.
- W. Kapłonek, K. Nadolny, M. Sutowska, M.Mia, D.Y. Pimenov, M.K. Gupta, “Experimental Studies on MoS2-Treated Grinding Wheel Active Surface Condition after High-Efficiency Internal Cylindrical Grinding Process of INCONEL® Alloy 718,” Micromachines 10(4), 255, 2019, doi.org/10.3390/mi10040255
- G.V. Chirkov, “Impact of grinding wheel impregnation on processing quality,” Engineering Technology, 2, 22-23, 2007.
- A.V. Nikitin, “Grinding of Hard Materials by Impregnated Wheels as a Way to Increase Their Cutting Properties,” Tools and Technologies, 28, 52-58, 2010.
- W. Kapłonek, K. Nadolny, K. Rokosz, J. Marciano, M. Mia, D.Y. Pimenov, O. Kulik, M.K. Gupta, “Internal Cylindrical Grinding Process of INCONEL® Alloy 600 Using Grinding Wheels with Sol–Gel Alumina and a Synthetic Organosilicon Polymer-Based Impregnate,” Micromachines 11(2), 115, 2020, doi.org/10.3390/mi11020115
- M.-Y. Tsai S.-X. Jian “Development of a micro-graphite impregnated grinding wheel,” International Journal of Machine Tools and Manufacture, 56, 94-101, 2012, doi.org10.1016/j.ijmachtools.2012.01.007
- V.A. Nosenko, A.P. Mitrofanov, A.A. Krutikova. “Increase of Grinding Efficiency with the Use of Halogen-forming Impregnator,” Izvestia vysokhraneniya. Mechanical Engineering. 8 (665), 65-72, 2015, doi.org/10.18698/0536-1044-2013-1-50-54
- Morrison R., Boyd R. Organic Chemistry, Prentice Hall India, 2002.
- V.I. Butenko, Finishing of the parts surfaces: methods, devices, tools (in Russian), Rostov-on-Don: DSTU Publishing Centre, 2016.
- V.I. Butenko, L.V. Gusakova. Increase of the machine parts surface grinding efficiency (in Russian) Taganrog: SFU Publishing House, 2012
- “Royal Society of Chemistry APIs” [Chromium(II) iodide]. Available Online at: http://www.chemspider.com/Chemical-Structure.13318420.html
- V.I. Butenko, L.V. Gusakova, A.D. Kulinskiy “Perspective directions of increase of efficiency of grinding of surfaces of machine parts,” Vestnik of Bryansk State Technical University, 2(50), 112-120, 2016, doi.org/10.12737/20254
- H.T. Nguyen, Q.C. Hsu, “Surface Roughness Analysis in the Hard Milling of JIS SKD61 Alloy Steel,” Applied Sciences, 6, 172, 2016, doi.org/10.3390/app6060172
- V.I. Butenko, D.S. Durov, R.G. Shapovalov. “Science-intensive technologies for creation of the high resource machine parts,” Taganrog SFU Publishing House, 2014.
- E. Benedicto, D. Carou, E.M. Rubio, “Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes,” Procedia Engineering, 184, 99-116, 2017, doi.org/10.1016 / j. proeng.2017.04.075
- V.I. Butenko, Structure and potential of the polycrystalline materials tribocontact (in Russian), Rostov-on-Don: DSTU Publishing Centre, 2018.
- V.I. Butenko, Technological compatibility of the functional layers and coatings (in Russian), Rostov-on-Don, 2020.
- V.A. Lebedev, Technology of the dynamic methods of the surface plastic deformation (in Russian), Rostov-on-Don: DSTU Publishing Center, 2006.
- W. Li, Q Tian, B. Zhang. “Impregnant for impregnated grinding wheels and application thereof in preparing impregnated grinding wheels,” Patent no. 101791786 CN, B 24 D 3/34. 2010.
- V.I. Butenko, K.V. Davidenko “Method of impregnation of abrasive tools,” Patent RF No 2703063. MPK B24 D 3/34/– Bulletin 29, 2019.
- A.A. Ryzhkin, Physical bases of the metal processing by cutting: a training manual (in Russian) Rostov-on-Don: Publishing centre. DSTU, 1996.
- A.M. Dalskiy, A.G. Suslov, A.G. Kosilov “Directory of the machine-building technologist” Moscow: Mashinostroenie-1, 2003.
- F. Ju “Special Steel Co.,” Available Online at: https://www.jfs-steel.com/ru/steelDetail/-1Cr25Ni20-Si2/GB-1Cr25Ni20-Si2.html
- B.K. Sato, J.C. Lopes, A.E. Diniz, A.R. Rodrigues, H.J. de Mello, L.E.A. Sanchez, P.R. Aguiar, E.C. Bianchi, “Toward sustainable grinding using minimum quantity lubrication technique with diluted oil and simultaneous wheel cleaning,” Tribology International, 147:106276, 2020, doi.org/10.1016/j.triboint.2020.106276.
- S. Agarwal, “On the mechanism and mechanics of wheel loading in grinding,” Journal of Manufacturing Processes, 41, 36-47, 2019, doi.org/10.1016/j.jmapro.2019.03.009
- H. González, A. Calleja, O. Pereira, N. Ortega, L.N. López de Lacalle, M. Barton, “Super Abrasive Machining of Integral Rotary Components Using Grinding Flank Tools,” Metals, 8, 24, 2018, oi.org/10.3390/met8010024
- K. Nadolny, M. Wojtewicz, W. Sienicki, D. Herman, “An analysis of centrifugal MQL supply system potential in the internal cylindrical grinding process,” Archives of Civil and Mechanical Engineering 15, 639–649, 2015, doi.org/10.1016/j.acme.2014.08.009
- M. Wojtewicz, W. Sienicki, K. Nadolny, “Vitrified grinding wheels impregnation methods with use solid lubricants,” Mechanik. September 1108-1109, 2016, doi.org/10.17814/mechanik.2016.8-9.271.
- B.P. Ravuri, B.K. Goriparthi, R.S. Revuru, V.G. Anne, “Performance evaluation of grinding wheels impregnated with graphene nanoplatelets,” The International Journal of Advanced Manufacturing Technology, 85(9), 2235–2245, 2016, doi.org/10.1007/s00170-015-7459-6.
- R.B. Pavan, A.V. Gopal, M. Amrita, B.K. Goriparthi “Experimental investigation of graphene nanoplatelets–based minimum quantity lubrication in grinding Inconel 718”, Proceedings of the Institution of Mechanical Engineers, Part B, Journal of Engineering Manufacture. 233(2), 400-410, 2019, doi.org/10.1177/0954405417728311
- W. Kapłonek, K. Nadolny, M. Wojtewicz, W. Sienicki, “Characterisation of abrasive tools active surface after the impregnation process by modified ARS method based on imaging and analysis of the scattered light”. International Journal of Machining and Machinability of Materials, 17(5), 397 – 417, 2015, doi.org/10.1504/IJMMM.2015.073149